
Af Annette Baltzer Larsen
Det er alment kendt, at produktionslinjer skal være rengjorte og rengøringsprocesserne optimerede. Men i forhold til hvad og, ikke mindst, hvordan måler man bedst på det?
Der er forskelle på optimerede rengøringsprocesser
Det kan være svært at forholde sig til, hvordan man bedst foretager en rengøringsvalidering af sit produktionsudstyr – dvs. kontrol af om rengøringen har været optimeret. Hvordan sikrer man, at mulige brister bliver opdaget i tide?
Der er også spørgsmålet, om den valgte rengøringsprocedure kan tilpasses den ønskede specifikke rengøringsproces, samt om rengøringsvalideringen er tilrettelagt således, at de mest hygiejnisk kritiske steder undersøges.
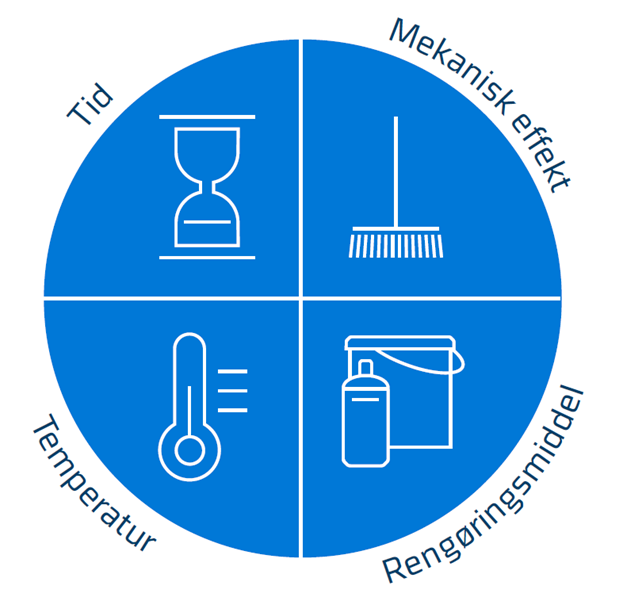
En optimeret rengøringsproces for én produktionsenhed er ikke nødvendigvis optimal for en anden produktion. Når de 4 parametre, der er vigtige i rengøringsprocessen betragtes, er det vigtigt, at de udfylder ”lagkagen” (jf. figur 1), som angiver en optimeret rengøring, hvor hele den dannede mængde af biofilm fra produktionstiden er fjernet.
Den sinnerske cirkel sikrer en optimeret rengøringsprocedure
En optimeret rengøring skal billedligt talt udfylde en lagkage – den såkaldte sinnerske cirkel, jf. figur 1. Den anvendte rengøringsproces bør optimeres i forhold til den specifikke produktion hvad angår produktionstype, produktionstid, organisk materiale der har tilsmudset overfladerne, samt det hygiejniske design af produktionsudstyret.
Jf. figur 1 er de 4 parametre, der indgår i rengøringsprocessen:
- Rengøringsmidlet, bør vælges i forhold til hvilken tilsmudsning (organisk materiale), der er i/på produktionsudstyret.
- Rengøringstemperaturen, skal være tilpasset den mest optimale temperatur for rengøringsmidlets effekt, men skal også tilpasses det organiske materiale, der skal vaskes væk.
- Rengøringstiden, skal være tilstrækkelig lang til at kunne fjerne den mængde biofilm, der er dannet i løbet af produktionstiden.
- Mekanisk effekt er den sværeste parameter at få optimeret i hele produktionsudstyret. Revner, sprækker, spidse vinkler kan være både svære at komme til (ved det åbne udstyr) og svært at få et tilstrækkeligt flow helt ned i (ved det lukkede udstyr).
Hvis vi lader en tanke gå til gryden fra aftensmadens kødsovs, ved vi, at iblødsætning i koldt vand ikke er særlig effektivt. Ej heller hvis det kolde vand tilsættes lidt sulfo. Men anvender man derimod varmt vand med sulfo, er rengøringseffektiviteten lidt bedre. Bedst bliver det dog først, når mekaniske bevægelser med opvaskebørsten også kommer i gang. Altså brug af alle 4 parametre i den sinnerske cirkel.
Fordelingen af de 4 parametre i ”lagkagen” vil variere i forhold til den valgte rengøringsprocedure.
Uanset rengøringsprocedure skal det anvendte udstyr i rengøringsprocessen også være konstrueret efter de hygiejniske principper. Dvs. CIP- og COP-systemet skal være hygiejnisk konstrueret, med et internt rengøringssystem der sikrer, at det kan holde sig selv rent. Det skal sikres, at rengøringsvæsken kommer til at ramme alle overflader, der skal rengøres, samt at temperaturen og rengøringsmidlets koncentration holdes ved set-punktet (dvs. den temperatur og koncentration som vandet i returløbet skal have).
Ved den manuelle rengøring skal børster, skraber, skumudlægger/lavtryksanlæg mv. kunne holdes rene.
Alt dette er vigtigt, for at der ikke sker en krydskontaminering pga. overslæb af mikroorganismer eller allergener fra den ene produktion til rengøringsvæsken/rengøringsudstyr og tilbage til produktionsudstyret igen.
Risikobaseret tilgang til rengøringsprocessen
Uanset om det er den ene eller anden rengøringsprocedure, der vælges til den specifikke rengøringsproces, er det vigtigt at have en risikobaseret tilgang til rengøringen.;
Rengøringsvæsken skal kunne komme til alle steder på udstyret for at kunne holde det rent. Med den risikobaserede tilgang skal udstyret således gennemgås, gerne både under produktion og under rengøringsprocessen. Det er vigtigt at spotte de hygiejnisk kritiske hot spot(s), så der kan tages ekstra hånd om disse steder i rengøringen, samt at de indgår i rengøringsvalideringen. Disse kritiske hot spot(s) er ofte steder, hvor der er produktophobning under produktionen, og hvor det er sværere at komme ordentlig til ved rengøringen.
Anvendte rengøringsprocedurer i fødevareindustrien
Ifølge 3-A Sanitary Standards Inc. opdeles rengøringsprocedurer i 4 almindelig anvendte indenfor fødevare- og pharma-industrien – nogle af dem er kendt af mange, mens andre kun anvendes i dele af branchen.
1. Cleaning In Place - CIP
CIP vil sige rengøring af det komplette produktionsudstyr uden at demontere eller åbne udstyret og kun med minimal (eller slet ingen) manuel betjening fra operatørens side. Der skal være en CIP-frem pumpe til at trykke rengøringsvæsken frem til objektet med et tilpasset flow.
Den mekaniske effekt på overflader sker ved det flow eller tryk, som rengøringsvæsken cirkuleres med gennem produktionsudstyret.
CIP anvendes på det lukkede produktionsudstyr, dvs. der er tale om rengøring af rør, tanke, pumper mv.
Vigtigt at huske
Temperaturen og koncentrationen af rengøringsvæske måles først ved returløbet, og nedtælling af tiden starter først, når disse har nået set-punktet. Det vil sige, hvor temperaturen og koncentration af rengøringsvæsken er optimal i forhold til den specifikke rengøring. Tiden skal være tilstrækkelig lang, så hele mængden af dannet biofilm kan nå at blive vasket væk under rengøringen.Den parameter, der er sværest at styre ved CIP-processen, er den mekaniske behandling; hvordan er det hygiejniske design af hele produktionslinjen, der skal vaskes? Er der dead ends, revner, sprækker, spidse vinkler eller grubetæring (pits), hvor det er sværere for rengøringsvæsken at komme helt ned i dybden med samme flow som på den øvrige overflade, vil rengøringen disse steder blive mindre effektiv.
Ofte opsamles og genbruges vandet fra tidligere slutskyl til det næste forskyl. Dette kan være problematisk, hvis rengøring ikke er optimeret, fordi der så kan være både mikroorganismer og allergener i dette vand. Det er derfor vigtigt at følge op på forskyllevandets kvalitet, for på denne måde at få en god vurdering af om slutskyllevandet har været tilstrækkelig rent.
2. Cleaning Out of Place - COP
En COP-rengøring er, hvor deludstyr afmonteres og herefter placeres i en designet rengøringsstation, som f.eks. kan være en tank med recirkulering af rengøringsvæske over tanken eller en opvaskemaskine. Det er dermed en delvis automatiseret proces, hvor operatøren/sanitøren skal demontere og placere deludstyret i den automatiserede vaskestation. Den mekaniske effekt på overfladerne opstår ved det flow eller tryk, som rengøringsvæsken cirkuleres med over vaskestationen.
For noget deludstyr kan det have overordentlig stor betydning for rengøringseffektiviteten, hvorvidt det står eller ligger i vaskestationen, idet flowet af rengøringsvæsken skal kunne ramme alle overflader med en tilpas mekanisk behandling. Efter vask skal deludstyret påmonteres produktionslinjen igen.
Vigtigt at huske
Temperaturen og koncentration af rengøringsmiddel skal være tilstrækkeligt højt inden tiden for nedtælling af rengøringsprocessen påbegyndes. Hvis de forskellige set-punkter ikke er opnået, når rengøringstiden påbegyndes (nedtællingen), vil en del af rengøringen ikke være optimal.
Der kan være stor forskel på den mekaniske effekt, når COP-metoden anvendes, og effekten vil være afhængig af, hvilken vaskestation der vælges. Nogle vaskestationer vil blot cirkulere rengøringsvæsken uden væsentligt flow, eller måske med for højt et flow, som giver lige så dårlig en rengøring. Måske vil rengøringsvæsken ikke engang nå yderpunkterne i vaskestationen. Andre vaskestationer vil kunne klare opgaven ganske godt, fordi rengøringsvæsken fordeles bedre, og den mekaniske effekt er tilpasset opgaven. For noget deludstyr vil det være vigtigt at tænke over, hvordan det placeres i vaskestationen, så flowet rent faktisk indgår som en af parametrene i rengøringsprocessen.
Ligesom for CIP-rengøring er det vigtigt at forholde sig til genbrug af vand og kvaliteten af dette.
3. Manuel Rengøring
Ved den manuelle rengøring indgår en stor del af operatørens/sanitørens tid. Til den manuelle rengøring anvendes oftest skumudlægning med et lavtryksanlæg. Der bør også anvendes børster og svaber mv. af forskellig art til særlig kritiske steder, hvor det kan være svært at komme til med skumudlægger og lavtryksanlæg. Ved den manuelle rengøring kan det være nødvendigt med delvis eller hel adskillelse af produktionsudstyr for at kunne komme til de hygiejnisk kritiske steder.
Vigtigt at huske
Temperaturen og koncentrationen af rengøringsmidlet ved den manuelle rengøring er lavere end ved den mere lukkede, automatiske rengøring (CIP eller COP). Derfor er det vigtigt at give denne rengøringsprocedure længere tid. Den mekaniske effekt kommer fra lavtryksanlægget/skumudlægger og/eller fra anvendt børste.Det er vigtigt at være opmærksom på den øgede risiko for dannelse af aerozoler ved denne rengøringsproces, da der kan komme organisk materiale, mikroorganismer/allergener og kemiske dråber op i luften, som kan kontaminere overflader herfra.
4. Tør rengøring
Tør rengøring anvendes i de tørre produktioner (pulver, mel mv.). Her ønskes ikke vand i produktionen. Ved en tør rengøring anvendes ofte en støvsuger og børster (tørre) til nedfejning.
Vigtigt at huske
Tør rengøringen skal være tør. Den mindste smule fugt vil give udfordringer i den efterfølgende produktion. Hvis det fra tid til anden alligevel er nødvendigt at rengøre med vand, skal lokaler, produktionsudstyr mv. have tid til at tørre fuldstændig inden produktionen påbegyndes. En fuldstændig udtørring af lokaler, produktionsudstyr mv. gælder også i revner, sprækker og korrosionshuller (pits) inde i udstyret.
Tjek at rengøringsprocessen er optimeret
Er din rengøring effektiv nok til den specifikke produktion? Vurder altid, om rengøringen lever op til produktionens krav, og overvej, hvordan du kan forbedre din validering.





Kontakt vores ekspert Annette Baltzer Larsen for mere information.