
Cracks and corrosion on the interior of process equipment are a ticking time bomb, as organic material from production can accumulate here and provide a breeding ground for microorganisms. If defects in the steel are not detected and repaired in time, a persistent biofilm may develop over time, affecting both quality and food safety.
Process equipment can become contaminated with microorganisms in various ways. Raw materials and semi-finished goods (including water) used for example in food production, pose a risk since they are rarely sterile. Microorganisms can therefore easily enter the process equipment and accumulate in critical areas. If there is even a small amount of water in the product, biofilm will always form during production. Additionally, general production hygiene, or if the cleaning of the process equipment is not sufficiently effective, is also an important risk factor.
If there is just a single breach, the risk of contaminating process equipment as well as raw materials and semi-finished products increases, so that biofilm forms over time to the detriment of product quality and food safety. Process equipment that has not been hygienically designed, or where the steel is corroded, will generally be more difficult to clean.
An example of this is cracks, where the flow is significantly different than on other equipment surfaces. These hygienically critical areas on production equipment present a greater risk, as residues of biofilm can still remain on the surface after cleaning has been completed.
Occurrence and behavior of microorganisms
Microorganisms that settle in a biofilm can change physiology so that they become capable of forming so-called slime substances (EPS - ExoPolySaccharides). This means that the microorganisms stick both to each other and to the equipment’s surface, making them even harder to wash off. The older the biofilm, the more slime substances are produced and the harder it is to remove the biofilm.
Microorganisms capable of forming biofilm come in different sizes and shapes. There are both cocci and rods. Cocci, such as Streptococcus spp., are 0.5–1 µm in diameter, while rods, such as Lactobacillus spp. are 0.5–10 µm in length and 0.1–1.0 µm in width. Listeria spp., considered small rods, have a length of 0.5–2.0 µm and a width of 0.4–0.5 µm. When comparing the sizes of cocci and rods to the size of grinding marks in stainless steel, as well as cracks, crevices, and pitting in process equipment (cf. table 1), it can be concluded that microorganisms can easily hide there.
Cleaning should be optimized for the surface
The four parameters of the cleaning procedure—time, temperature, cleaning chemical, and mechanical effect—must be adjusted to the production conditions to achieve optimal cleaning. Comparing the cleaning effect on the equipment’s "normal" surface with that in cracks, there will be differences in some of the four parameters. Especially, the mechanical effect in cracks will be minimal. It is also likely that there will be very little renewal of the liquid in the crack. Therefore, both the surface tension and the ability to displace a liquid from a crack must be considered.
How do cracks and defects occur?
Corrosion in stainless steel is a frequent cause of cracks and erosion in process equipment. Corrosion typically occurs when the quality of the stainless steel does not match the environment or the forces to which the equipment is exposed during production and subsequent cleaning. Steel of the wrong alloy can be attacked by localized corrosion (pitting and crevice corrosion), especially if exposed to an oxidative environment.
In combination with high pH and high temperature, stress corrosion can develop. All forms of corrosion cause defects in the steel surface and can lead to both hygiene problems and material failure.
Similarly, inadequate welding (e.g., insufficient backing gas coverage) or welding between two different steel alloys can result in defects and discolorations that over time can lead to cracks and erosion in tanks, containers, and piping.
Correct specifications and standards
It is therefore important to ensure that new process equipment is manufactured from a steel type that matches production and cleaning conditions and that any repairs and welds of equipment components are of sufficient quality. This is ensured by preparing a good requirements specification, preferably already in the project phase, where production and processes are thoroughly considered.
In addition to material specifications, corrosion resistance, and standards for materials and production in general, the requirements specification should also include requirements for how much of the finished work must be inspected and what consequences there are if defects are detected (e.g., welding defects).
Since there are great economic and safety risks associated with material failure and microbial contamination, it is extremely important to find the defects in time, before the damage develops and microorganisms "move in."
Find the defects before the microorganisms do
Today, certified methods are used in the stainless steel industry to inspect and test steel constructions, including process equipment, for cracks and defects. These methods, collectively referred to as NDT (Non-Destructive Testing), include inspections, tests, or measurements that can be performed without destroying or damaging the equipment.
Small cracks and defects open to the surface, but invisible to the naked eye as they are only a few mm wide, can be found by penetrant testing. According to ISO 3452-2, penetrant testing requires two products, colored “penetrant” and “developer,” to provide the best possible detection.
If there are defects in the surface, the penetrant will be drawn into them by capillary action. Subsequently, the developer draws the penetrant out of the defect again and makes it visible. Today, there is only one penetrant that is NSF-registered and therefore suitable for use on food-contact surfaces. According to the manufacturer's instructions1, defects and cracks in process equipment can be found using the fluorescent penetrant without the use of developer.
But are there details that are missed without using a developer? And can overlooked defects affect hygienic quality?

Comparison of different types of defects
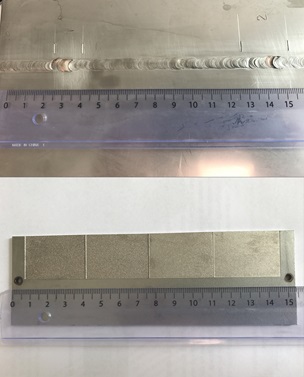
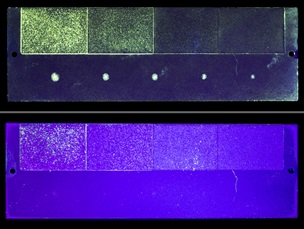
By comparing two steel surfaces with different types of defects, figure 1, a different response is seen when using penetrant. In a weld seam on an aluminum plate, several cracks are immediately visible in the weld, both with the naked eye and only when using penetrant, figure 2. When these are compared with cracks in a stainless steel plate coated with a thin layer of chrome, a different picture emerges. This plate is normally used for verification of “penetrant/developer systems” (Reference Test Panel 2, EN ISO 3452-3).
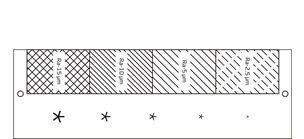
The test panel has a number of well-defined star-shaped defects of various sizes on the surface, figure 3. The defects do not appear when using penetrant alone, but only become visible when the developer is applied, figure 4.
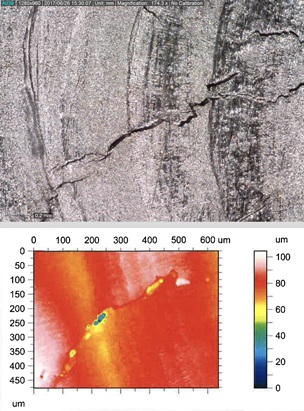
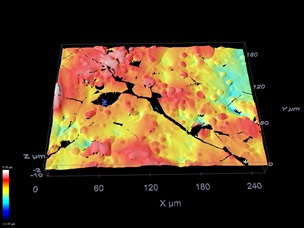
What is the difference between the defects in the weld on the metal plate and the defects on the test panel, such that we need to use a developer for one and not the other? A closer study of the defects with a confocal microscope, which can measure and visualize surface topographies of solid materials at high magnification, provided interesting new knowledge.
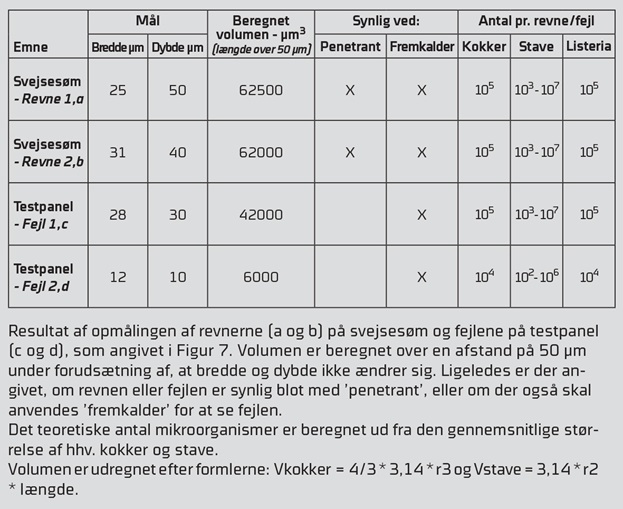
The defects in the weld are clear cracks, figure 5, while the defect on the test panel looks different, as it resembles splintered glass, figure 6. Measurement of defects on both items shows, figures 7 and 8, that there is not much difference in width between the two types of defects, but the cracks in the welds are approximately 2–5 times deeper than those on the test panel, table 1. Comparing the defects in both items over a section of 50 µm, the defect in the weld seam has a volume 1.5–10 times greater than the defect on the test panel.
The difference in volume between the two types of defects may explain the difference in “penetrant response.” But for microorganisms, with a volume of approximately 1 µm3, both openings represent cavities where microorganisms can settle. Here, over time, a biofilm can develop if the cleaning process is not sufficiently effective in removing it.
For rod-shaped microorganisms, there is a significant difference in how many can theoretically fit in the crack. This depends on the microorganism’s orientation in the crack. In practice, it will not be possible for them all to have the same orientation, as they will always be slightly jumbled.
Even in small cracks microorganisms can settle
Based on the results in table 1, it can be concluded that even in the smallest crevices and holes it will be possible to press in over a million rod-shaped microorganisms, while up to about 100,000 Listeria spp. can accumulate.
The larger cracks and pitting are a veritable lunar landscape for microorganisms, and they will have plenty of space here to gather and establish a biofilm, without being disturbed by changes in flow or cleaning liquid. In theory, anything from several hundred thousand to several million different types of microorganisms can accumulate in the tested cracks and defects.
Even a much lower number of pathogenic microorganisms can cause symptoms of illness2 in the consumer. It is therefore in the interest of any food company to avoid these "bacterial pockets." If you want to locate defects before the microorganisms establish themselves and before the defects develop and cause even bigger problems in production, our best advice is always to use developer in conjunction with penetrant testing.
Notes:
1. https://www.magnaflux-food.com/magnaflux-fp-10-crack-testing/
2. https://www.foedevarestyrelsen.dk – See under "bakterieskema"
This article was written by Annette Baltzer Larsen and Kristine Garde and appeared in Plus Proces no. 7 - 2017 and Welding October 2017.



Reach out to Annette Baltzer Larsen for more information.